- Material Dynamics Carolinas, Inc.
- (704) 699-1470

What is a Rotary Valve?

What is a Gravimetric Feeder
April 18, 2020
Why You Should Choose A Gentle Handling Bucket Elevator
May 2, 2020
What is a Rotary Valve...?
Rotary valves are one of the critical components of any bulk material handling system so we thought that we would try to put some thoughts / experiences down on paper in the hope it may help someone new/just starting out to the industry.
A rotary valve is a device commonly used to feed pneumatic conveying systems. They also can be used within various other applications and serve several other functions where a controlled feed of material is required.
In its most simplistic form a rotary valve is made up of a rotor rotating within an external housing. Bearings are fitted within the housings end covers to support the rotor and facilitate its required rotational movement.

Where would we use a Rotary Valve?
We have already touched upon one common application for a rotary valve: however, lets dig in to a little more detail where rotary valves can be used and the functions they can perform:
Metering product flow.
This can be either fixed or variable speed with a typical maximum feed range of 5:1. Valve accuracy is defined by the rotor pocket volume (+/- 1off pocket). As with all volumetric devices, the smaller the valve, the greater the accuracy. If larger feed ranges of higher accuracy are required, other equipment such as a screw feeder should be considered.
Maintaining an air pressure differential.
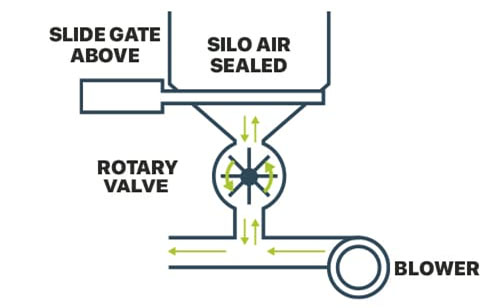
Rotary valves are often referred to as “AirLocks” when used in a pneumatic conveying system application. Used whenever there is a pressure differential across the valve inlet to outlet or vice versa. A typical example would be a silo (atmospheric pressure) discharge application feeding a pneumatic conveying line (0.4barg pressure). It could be a dilute phase or dense phase pneumatic conveying system.
Explosion & Flame barrier.
Valves can be certified under various guidelines: ATEX (Europe) and the National Fire Protection Association (NFPA Americas) allowing valves to be certified for explosion and flame containment conditions. Explosion containment indicates that the valve housing will not fail under the certified pressure. Flame barrier/containment certifies that the valve will prevent the propagation of a flame under its certified conditions, typically up to pressures of 10barg.
Common Misconceptions.
“AirLock” and “Rotary Seal”
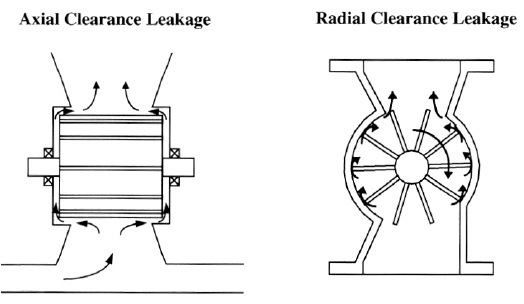
These are common industry terms given to rotary valves; however, contrary to what these terms suggest, all rotary valves leak air regardless of speed, differential pressures or rotor clearances. Air leakage is a large topic in itself that we will perhaps cover separately at a later date.
A rotary valve is a pump
Whilst to some they may look similar, a rotary valve is not a pump. Rotary valves are unable to produce material flow, simply put: if material can’t fall into the valve inlet by gravity, it will not discharge from the outlet.
Higher rotor speeds = more throughput
Correct to a degree; however, there will come a point where increasing the rotor speed will adversely affect the filling efficiency and reduce throughput. Valve size, material flowability, rotor configuration and pressure differentials all need to be considered carefully for each application.

{kind=link}